Spokane Facility Expansion
Investing in People and Technology to Double Our Capacity
Jubilant HollisterStier broke ground for our $285Mn Spokane facility expansion project on November 17, 2021. This expansion is made possible through external grants, including an investment to expand sterile injectable manufacturing capacity and an investment from the American Rescue Plan.
Phase 1: Line 3 Increases Sterile Fill Finish Capabilities
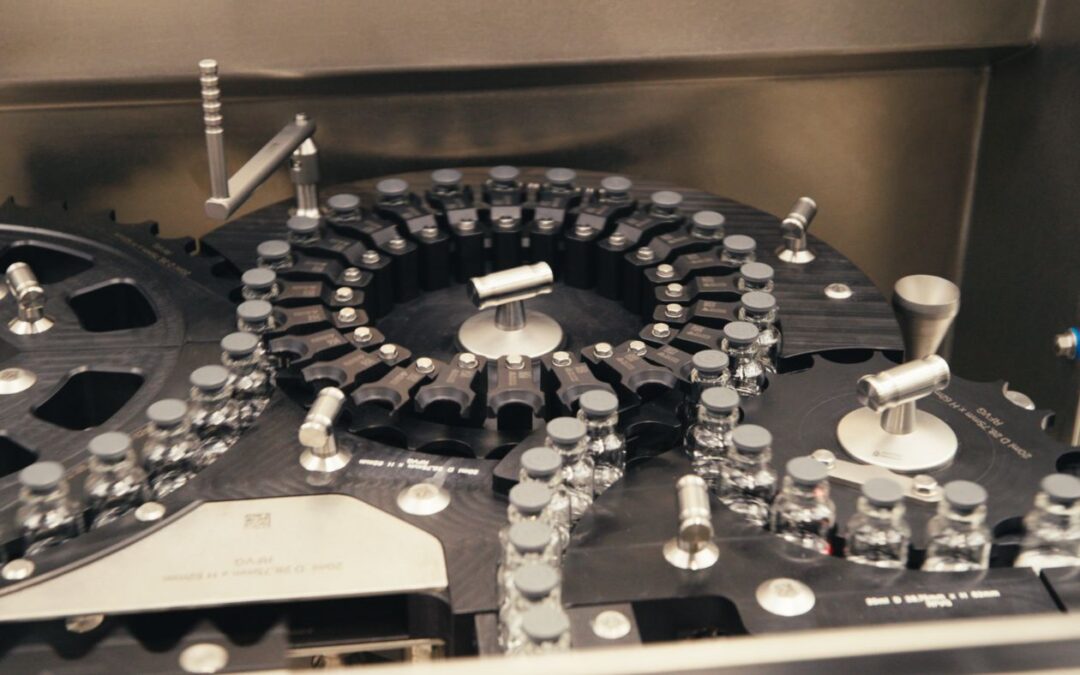
This expansion is centered on a new high-speed commercial fill finish line. At 400 vials per minute, it’s equipped with full isolator technology and 100% weight-checking capabilities at production speeds. Additionally, we’ve added three compounding suites with capacity for up to 2000 L bulks and disposable, single-use compounding and filling technologies. The line is also outfitted with two new 300 sq. ft. lyophilizers.
“This expansion is in partnership with the US government, and we are so excited about this because essentially what it will do is take our existing capacity and double the capacity over the next 6 years. What we’re also doing is bringing on new technologies, specifically with our Spokane facility. We’re bringing on new isolator technology which allows us to work in an aseptic environment without any human interaction at all… This takes our production to even higher quality and improves our yields… so the benefit at the end of the day is that the customer gets high quality product with high yields.” stated Chris Preti, President of Jubilant HollisterStier.
Currently, we are scheduling line time on the first of our brand-new lines and have begun construction on the second.

Phase 2: Line 4 and Additional Operational Space
The additional 160k sq. ft. phase of our expansion is currently in progress. This expansion adds a fourth line to our Spokane facility and mirrors the capabilities of Line 3. Along with the new line, we are also adding additional maintenance and validation areas, warehouse space, laboratories, incoming inspection areas, and a large employee services area.
Our Commitment to Expertise
JHS has already begun filling 250 new roles to support this expansion and will continue to recruit additional talent. As a leading integrated contract manufacturer of sterile injectables, we are committed to expanding our expertise and investments. Our white glove service, agility and dedication make us the best partner for your next project.